Overview
The use of flexible pipes has enabled the development of a large number of fields and satellite links that would not be possible, or would be significantly more expensive, if there were only rigid pipes. The objective of this report is to explore the flexible tubing experience and PSA concerns through an overview of the state of the art and recent experience for unbonded flexible tubing.
Flexible Riser Incidents
It is required by the industry and operators to review this call for improvements and plan how it will contribute to improved flexible pipe robustness in the following areas. Unfortunately, shared research in the form of JIPs declined significantly during the industry downturn a decade ago and has not recovered.

Acknowledgements
Un-bonded Flexible Pipe History
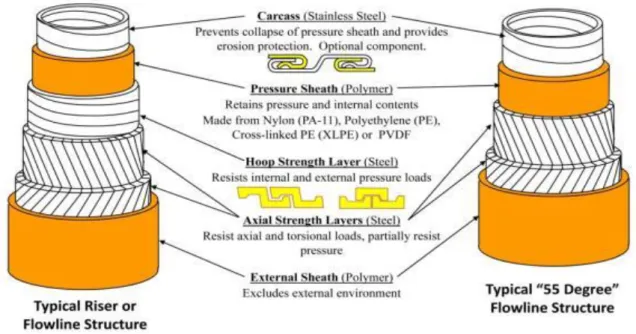
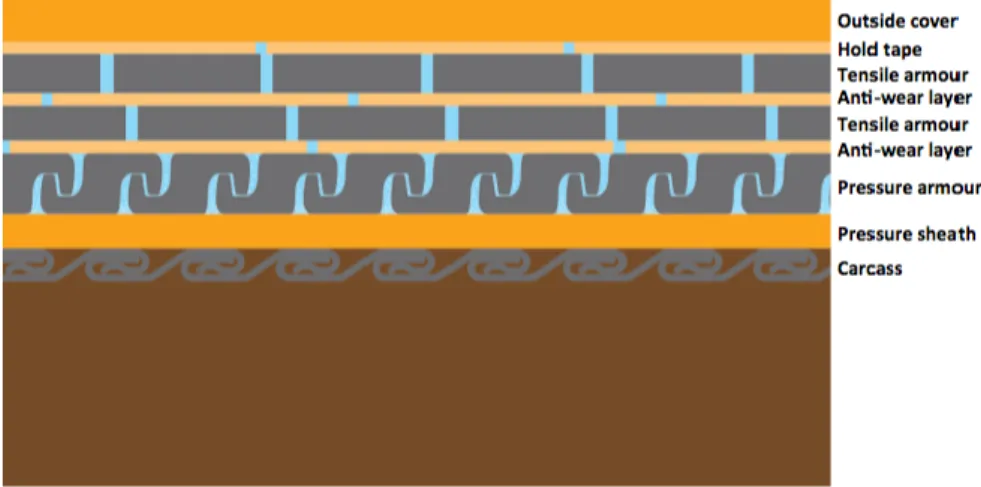
Un-bonded Flexible Pipe Construction
End fittings are installed after the pipe body is complete and the head and tail lengths have been removed and the remaining good pipe has been cut to the desired length(s). Typical Armor Wire Winding Station – Individual tensioned wires are carried on spools loaded onto the large rotating drum through which the tubular body is seen to pass.
Technology Maturation
A common testing strategy was to apply a few thousand average cycles to 'bed in' the structure and then apply the maximum 3-hour storm cycles, followed by approximately 10% of each significant bin. Due to conservatism in the analysis programs and the S-N data, fatigue failure of the puller wires outside the end fittings has never been achieved.
Industry Standards and Guidance
In 2005, API Spec 17K was issued for bonded flexible pipes and the second edition was released in 2010. The handbook has been widely used in all areas of the world, and is now thoroughly updated by a JIP.
Early Field Experiences
Another carcass failure mode is tearing of the carcass by the combination of self-weight and PVDF shrinkage forces. This was primarily caused by heavy layers of insulation causing high end cap loads on deep water pipes.
Norwegian Experience
To overcome some of these problems, hulls with increased thickness and strength were used. Unbonded flexible hoses have been used in Norway since 1986, first as static seabed hoses and then as riser hoses pulled through guide pipes.
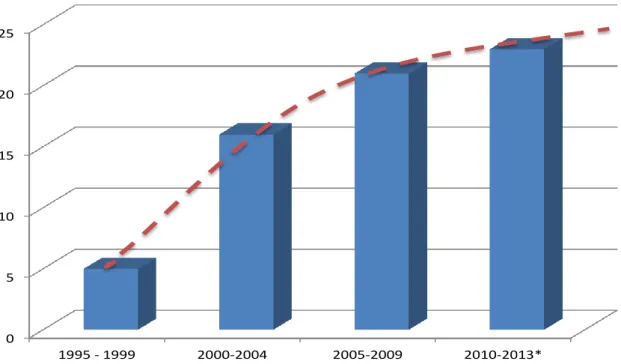
Current Flexible Pipe Usage
This was quickly followed by unattached flexible risers connecting the Snorre TLP to Snorre's then very advanced subsea production unit in 1992. By that time the flexible risers had already gained experience in the UK North Sea sector serving as a valuable reference.
Joint Technology Development
Introduction
Still one of the key areas of proposed improvements is better education of all parties involved in the design, procurement and operation of flexible risers. While operations and maintenance of flexible risers were seen in earlier days as closer to a steel pipe, greater awareness is now emerging and approaches learned from inspection and maintenance of complex machinery are being considered more frequently.
Incidents and Reporting on the Norwegian Continental Shelf
The problems associated with end terminations are both ring opening problems in the end fittings and the early PVDF pressure jacket pullout. This is a serious risk because corrosion mechanisms applicable to flexible riser steel armor in the annulus are not well understood.
International Experience
Serious Incidents
In summary, we can summarize the lessons learned from these serious incidents, except those caused by ships' loss of position. This could have been prevented with a better understanding of the possible failure mechanisms and careful inspection, monitoring and testing activities. Later, such programs were initiated and several similar potential incidents have been avoided by replacing risers. History has proven this wrong to some extent, with incidents of PA11 aging due to organic acids and problems with PVDF pull-out and carcass collapse resulting from the same mechanisms as the mid-way final assembly problems the nineties.
Dissection and damage investigation
Introduction
Overview of Origin of Degradation Issues
The unbonded flexible pipes rest on structural reinforcing wires that are protected inside the ring. End fittings on flexible pipes are complex solutions that include proper sealing, terminations of carrier wires and arrangement for venting of seeping gases from the ring. Ancillary components have contributed to integrity problems such as overheating under the flexure stiffeners, wear of the outer jacket, inadequate fastening, anchorage failures, etc.
Polymer Related Failure Modes
The cause of this mechanism appears to be similar to what caused the pullout of pressure sheaths from the end fit in the 1990s. There are some concerns in the industry that single layer Coflon (highly plasticized PVDF) may pull into flow lines from the end fitting for certain operating conditions. There was one case in Norway where special grease used in the turner caused severe deterioration of a PA11 pressure jacket.

Annulus Related Integrity Issues
This is a possible explanation for the apparently high corrosion rates observed in some risers with cracks in the outer casing. A blocked vent system (blocked vent pipes/holes, vents not connected, valves accidentally left closed) lead to excessive pressure build-up in the annulus. Impacts with "sharp" objects in many cases created holes in the outer casing of the riser and flow lines.
Other Integrity Issues
There are cases where several corroded lines (but not extensively) have been found under such holes located in or above the splash zone. The most serious have been loss of Mid-Water Arch vertical mooring, failure of flexure bracing, wear of vertical tether and failure of clamp. Several clamp failures have been experienced due to incorrect use of high strength bolts in contact with anodes at the clamp leading to brittle failures.
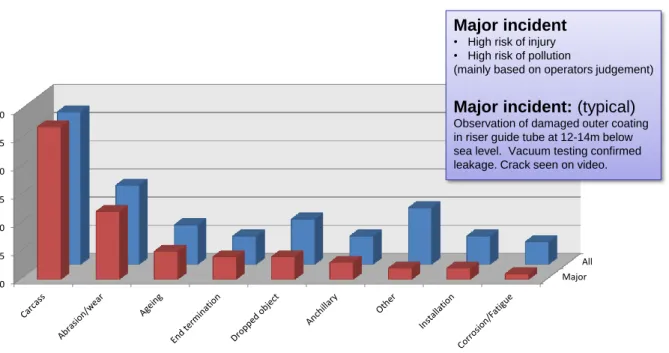
How Do Flexible Risers Fail?
In practice, there have been several problems related to auxiliary equipment, which have rarely led to loss of flexible pipe integrity, but there have been close calls on several occasions. Several instances of tether wear due to unfavorable (external design envelope) clamp exit angles and dynamics have been discovered due to inspection of recovered auxiliaries during riser replacements and subsequent revised ROV inspection plans. In such cases, the pressure armor will help to limit the leakage, but clearly less than if the carcass was intact.
Introduction
Discussion of Tools and Methods
The coupons are normally located at the cold end of the flow for production risers. Reliable detection of ruptures in the outer casing in the upper part of the riser well below sea level. Estimation of the free gas volume in the upper part of the riser (plus the combined effect of gas pockets below).

Qualification Challenges
To the best of the authors' knowledge, no available method has demonstrated or demonstrated the ability to detect and. Acoustic emission monitoring was tested to detect the sound emission when the wire breaks (carcass extraction systems are in use). NOV Flexibles offers risers with integrated fiber optics in axial shields, including optical strain (and temperature) gauges.
Methods for Condition Assessment
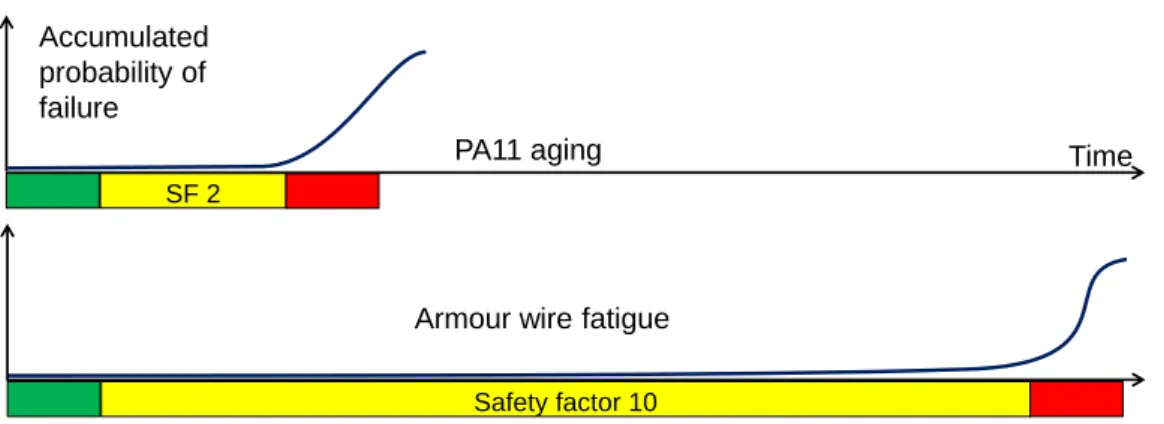
In deep water applications, fatigue is more due to tensile loads, and the maximum stresses are transferred to the terminations of the tension wires in the final connection. A lifetime model is established to estimate the aging of PA11 as a function of temperature and pH in produced water. A challenge in predicting ring corrosion rates is predicting the pH of the water.
Inspection and Assessment Example Case
Based on the determination of the maximum allowable corrosion damage, detection requirements for inspection must be established to quantify the damage. In principle, the detection uncertainties and error magnitudes for the selected screening method should be considered to ensure adequate confidence. Reported results should be evaluated against detection and error size requirements.
Critical Selection of Inspection and Monitoring Activities
After this, an inspection method must be selected and an appropriate verification/qualification/calibration program implemented. In connection with monitoring to detect wire breaks, it is also necessary to determine. This is necessary to establish response procedures for situations where wire breaks need to be detected.
Maintenance and Repair
Objective
Challenges
In this way, all the design criteria and expectations for system elements will be captured and maintained. The plan must capture all of the design requirements, limiting conditions, acceptance criteria, and the performance expectations and margins for each flexible pipe in the system. The necessary time must be allowed for proper investigation, identification of the cause and.

Review of Failure Statistics
Based on current knowledge, a large proportion of carcass collapse in multi-layer pressure jacketed pipes can be avoided by limiting pressure relief rates. That the carcass withdrawals were not predicted must be related to knowledge gaps regarding layer interactions and changes in PVDF stiffness over time. Issues related to the aging of polyamides will primarily be related to knowledge gaps about the effects of acids, injection chemicals and uncertainties for the aging models.
Review of Possible Approaches
However, at the heart of the robust flexible piping system is the Integrity Management (I/M) system which is developed in conjunction with the procurement, design and production of the flexible piping system to ensure that key design constraints and operational requirements are captured and that the necessary process system functionality, instrumentation and analysis systems are provided. The most cost-efficient and successful integrity management is initiated early in the design phase and procurement process and carried into the operational phase by training offshore personnel and onshore technical support resources. It is necessary to learn more details and lay the foundation for quantitative assessments regarding the degradation mechanisms, compensatory measures and probability of occurrence.
Ways forward
Recently, some operators have replaced risers prior to an incident or serious findings from inspection or monitoring activities due to risk assessment of recent incidents and similar pipeline characteristics. These preventive replacements can produce improvements in incident statistics, however at a significant cost. But operators may be reluctant to replace a riser due to the high cost (costing approximately NOK 100 million or $16 million) and the perception that the Risk Assessment probabilities are not justified.

Condition Based Integrity Management
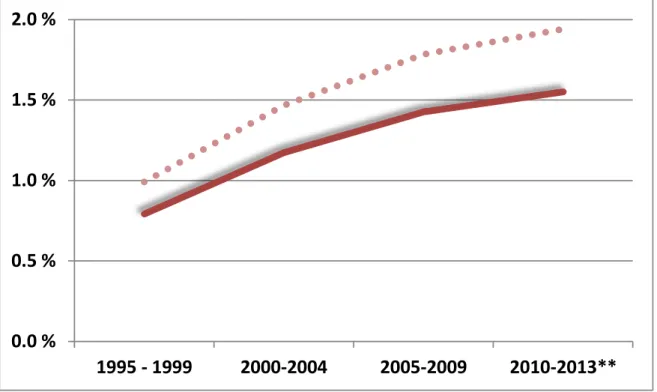
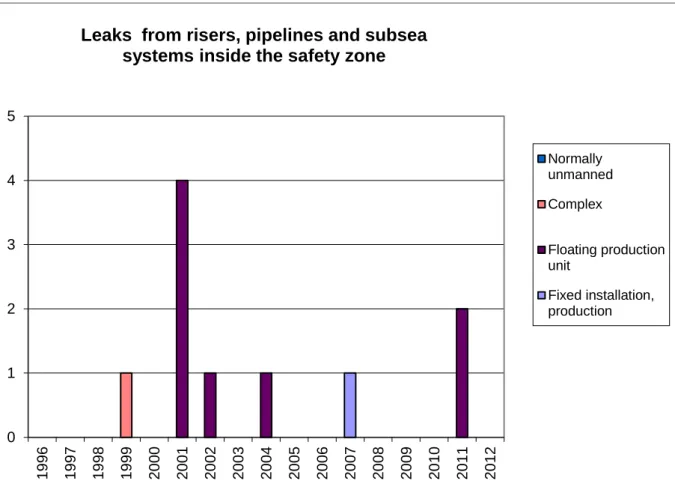
28] PSA Norway Seminar on Flexible Pipes November 2013, Statoil Presentation “Integrity Management and Operational Experiences of Flexible Risers”. The review for 2012 and the update of previous years' data shows that leaks from and damage to flexible risers is an area where the industry still has clear and urgent potential for improvement. Several of the reported discoveries in 2012 continue to be linked to challenges identified in 2010 and 2011 related to a special type of design for flexible risers.
![Figure 2-5 External sheath cracking due to high temperature under bending stiffener, ref [14]](https://thumb-eu.123doks.com/thumbv2/9pdfnet/19441981.0/17.892.614.781.440.995/figure-external-sheath-cracking-high-temperature-bending-stiffener.webp)

![Figure 2-7 Overview of flexible pipes in use - pressure/diameter, ref [3]](https://thumb-eu.123doks.com/thumbv2/9pdfnet/19441981.0/19.892.118.781.565.839/figure-overview-flexible-pipes-use-pressure-diameter-ref.webp)